Environmentally Friendly Recycling of Lithium-Ion Batteries
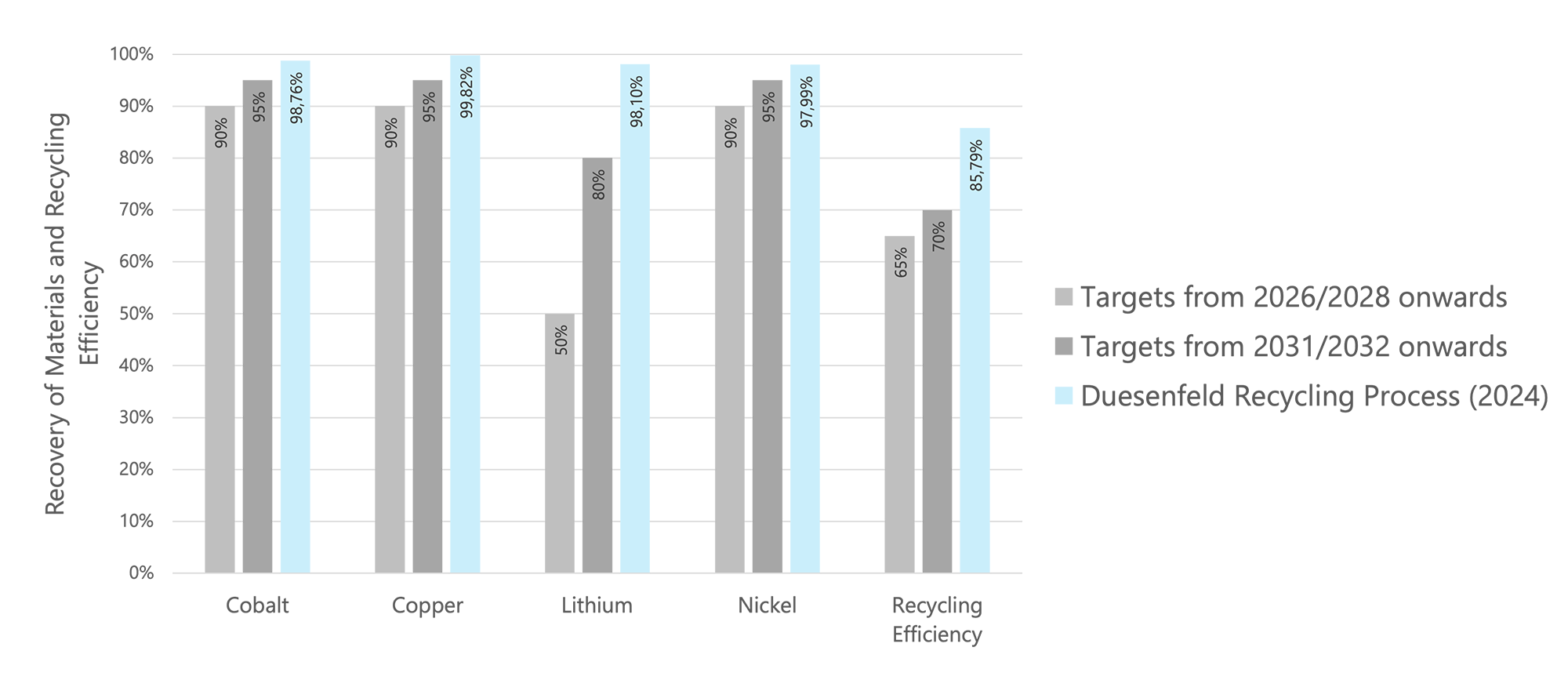
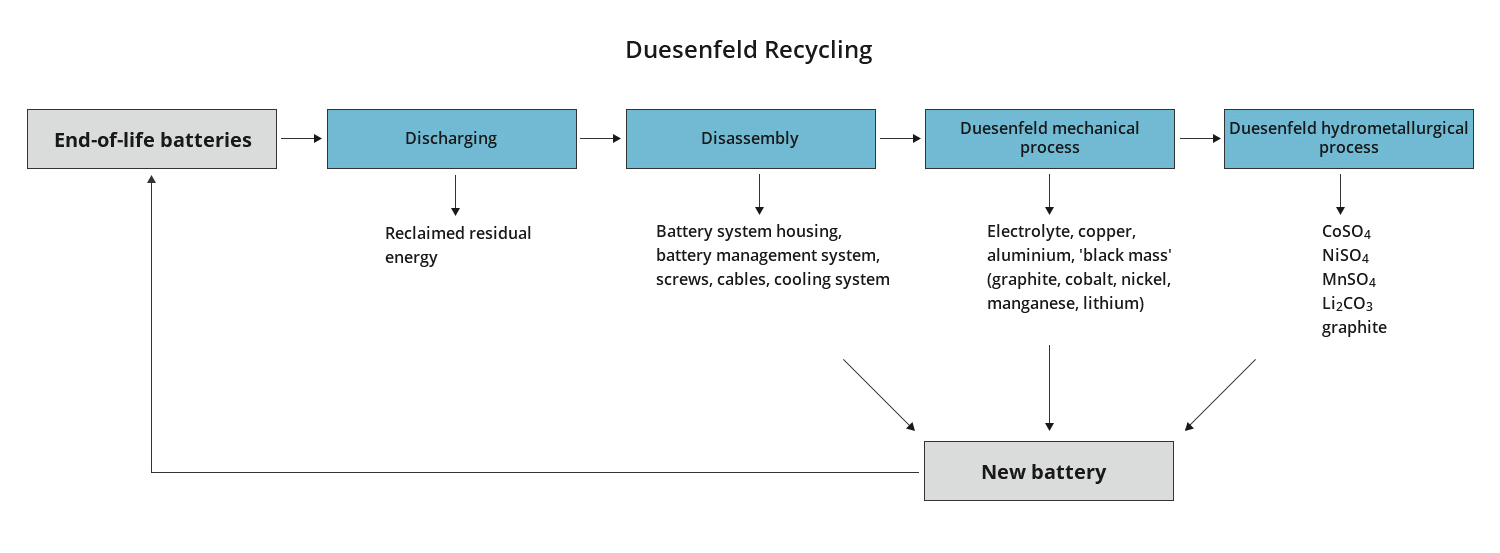
Duesenfeld combines mechanical, thermodynamic, and hydrometallurgical processes using its proprietary, patented technology. The process achieves highest material recovery rates with low energy consumption. This is made possible by a low-temperature process that does not produce toxic hydrogen fluoride. Exhaust gas scrubbing is not necessary in the mechanical processing step.
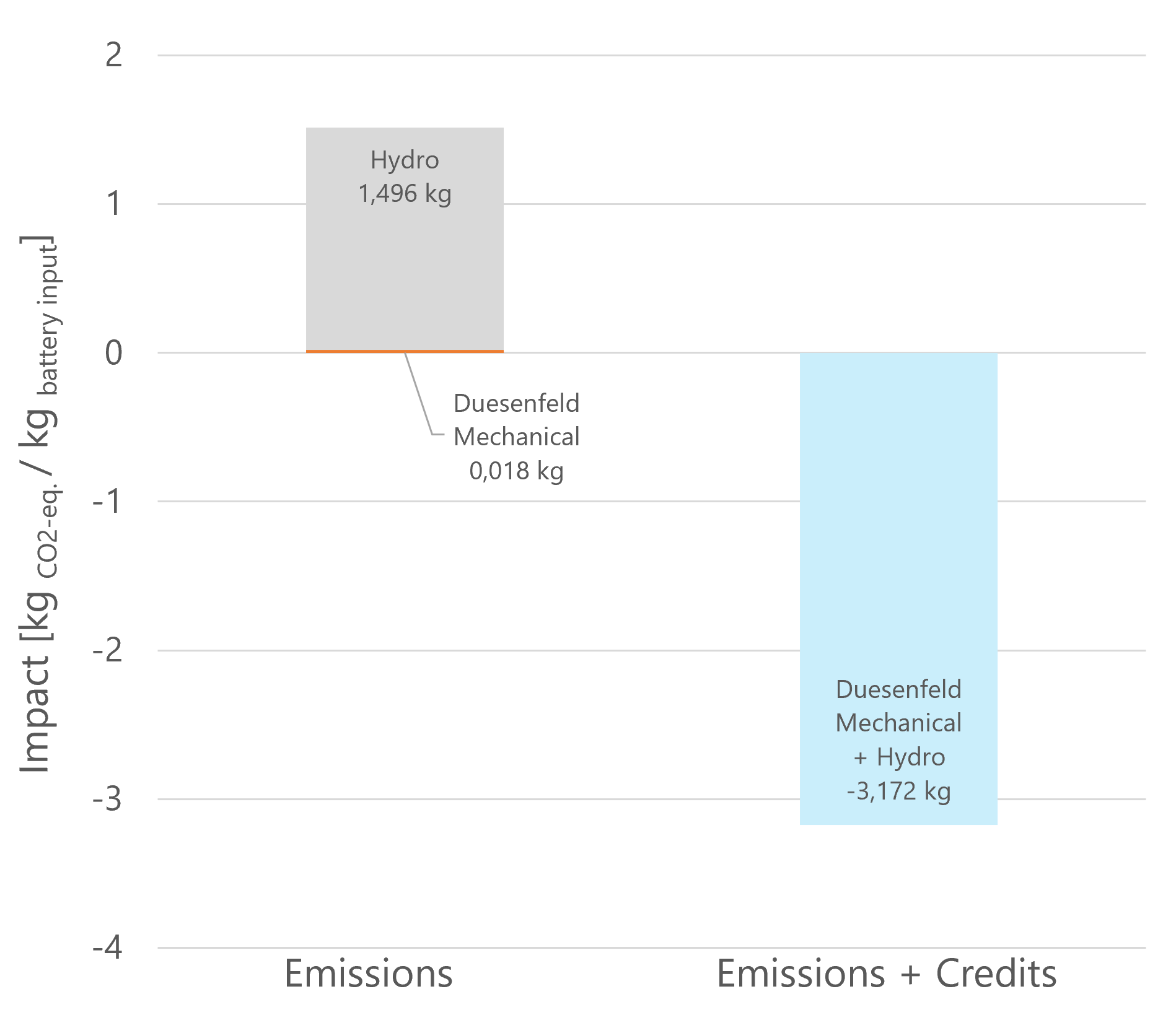
Duesenfeld operates the only recycling process that recycles not only the usual metals but also the graphite, electrolyte, and lithium. Material recycling does not mean downcycling into construction materials, such as for road construction; rather, all metals are recovered with high recovery rates in the form of high-quality secondary raw materials, up to battery-grade quality. The production of secondary raw materials as well as Duesenfeld Black® black mass using the Duesenfeld recycling process results in a credit of 3.17 tons of CO2-eq. per ton of recycled batteries compared to the primary extraction of raw materials.