Umweltfreundliches Recycling von Lithium-Ionen-Batterien
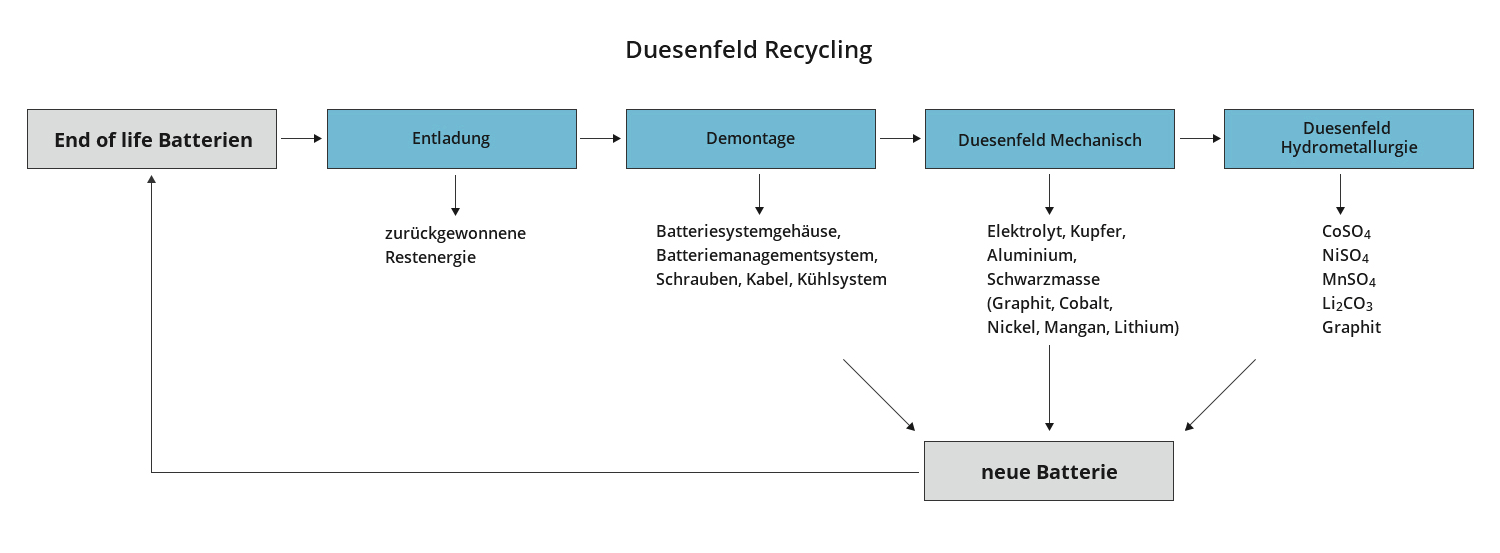
Duesenfeld verbindet in einem patentierten Verfahren mechanische, thermodynamische und hydrometallurgische Prozesse. Das Verfahren erzielt bei geringem Energieaufwand höchste stoffliche Rückgewinnungsraten. Ermöglicht wird das durch eine Prozessführung mit niedrigen Temperaturen, bei der giftiger Fluorwasserstoff nicht entsteht. Eine Abgaswäsche ist im mechanischen Verarbeitungsschritt nicht notwendig.
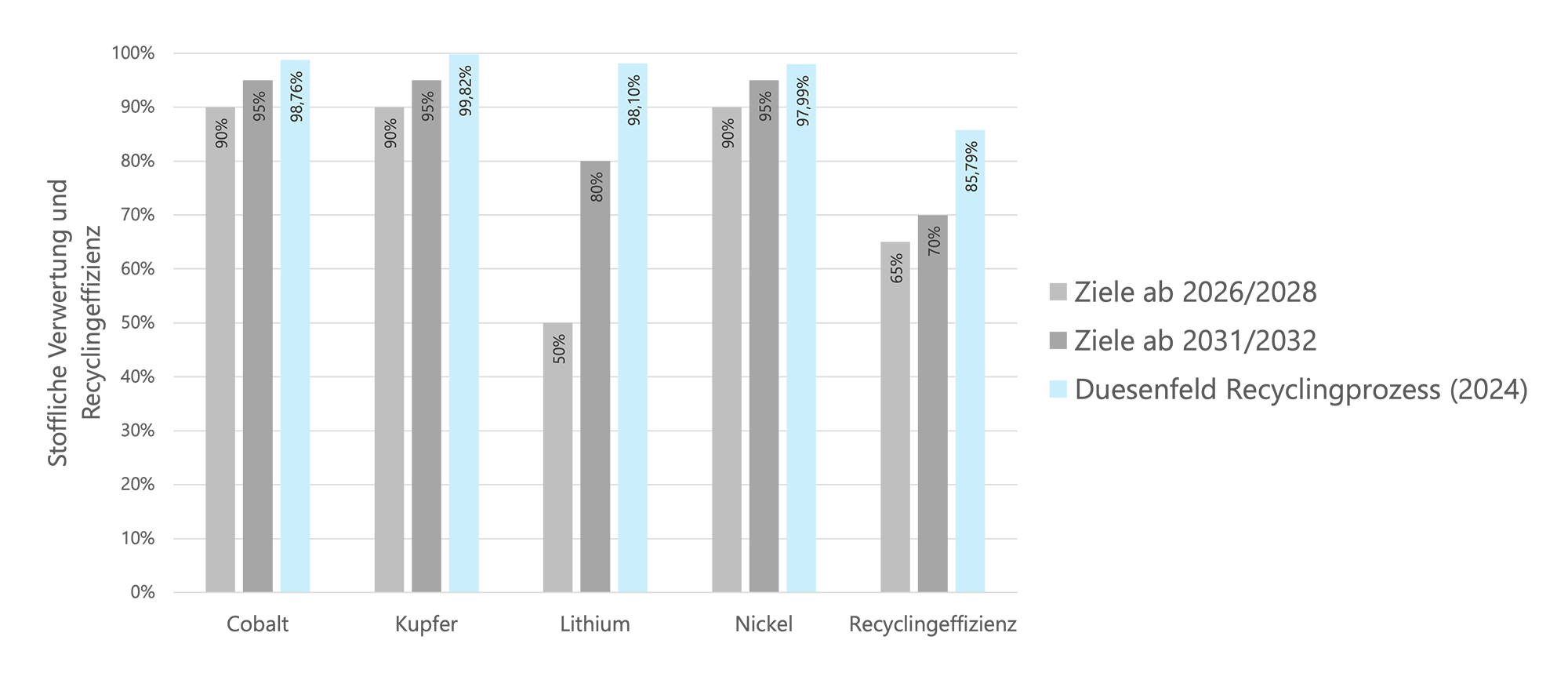
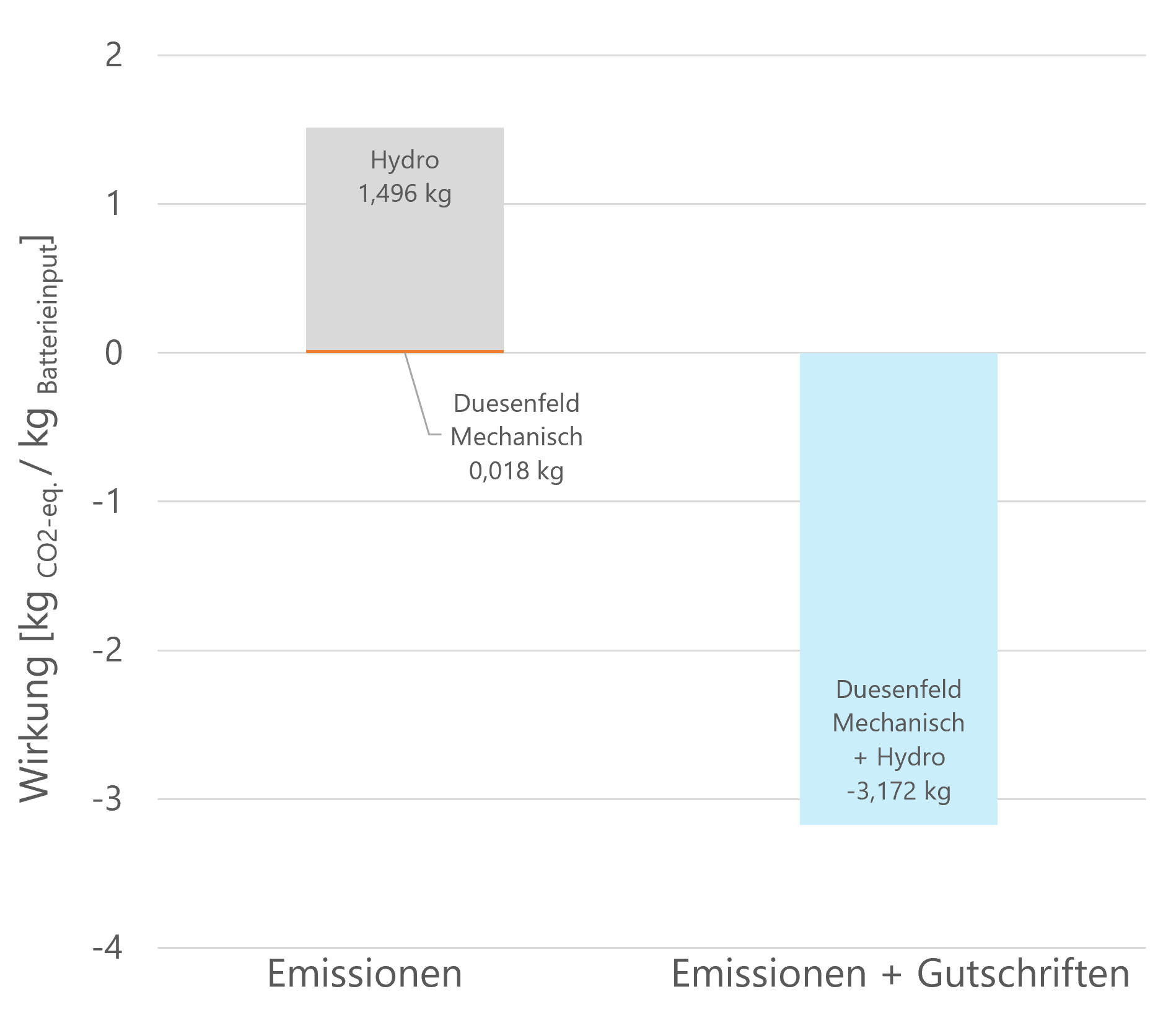
Duesenfeld betreibt den einzigen Recyclingprozess, der neben den üblichen Metallen auch den Graphit, den Elektrolyten und das Lithium einer stofflichen Verwertung zuführt. Stoffliche Verwertung heißt keine Deklarierung als Baustoff, z.B. für Straßenbau, sondern alle Metalle werden mit hohen Rückgewinnungsraten in Form hochwertiger Sekundärrohstoffe bis hin zu Batteriequalität zurückgewonnen. Die Produktion von Sekundärrohstoffen sowie der Duesenfeld Black® Schwarzmasse mit dem Duesenfeld Recyclingprozess führt zu einer Gutschrift von 3,17 Tonnen CO2-eq. pro Tonne recycelter Batterien im Vergleich zur Primärgewinnung der Rohstoffe
Klimafreundliche Elektromobilität erfordert beste Recyclingtechnologie
CO2-Einsparungen der Elektromobilität zur Verlangsamung der Erderwärmung dürfen nicht durch ungeeignetes Recycling der Batterien zunichte gemacht werden. Mit dem umweltfreundlichen Verfahren von Duesenfeld entsteht kein CO2 beim mechanischen Recycling.
- Die zerkleinerte Batterie wird bei niedriger Temperatur und unter Vakuum getrocknet, um die Bildung von Fluorwasserstoff (HF) zu verhindern
- Niedrige Temperaturen führen zu sehr kurzer Trocknungszeit, dadurch erhöht sich der Durchsatz der Recyclinganlage signifikant
- Die Lösemittel des Elektrolyten sind durch die niedrigen Temperaturen nicht verunreinigt und können wiederverwendet werden, anstatt sie entsorgen zu müssen
- Keine Abgaswäsche erforderlich
- Keine teuren Entsorgungs- und Deponiekosten für giftige Filtermaterialien oder Abwasser
- Anlagen aus Normalstahl, keine Korrosion an den Anlagen